|
পণ্যের বিবরণ:
|
| শ্রেণী: | SK6 | বৈশিষ্ট্য: | কোল্ড রোল্ড |
|---|---|---|---|
| আকৃতি: | ইস্পাতের টুকরো | ডেলিভারি শর্ত 2: | কোল্ড রোলড + নরম অ্যানিলড: জি |
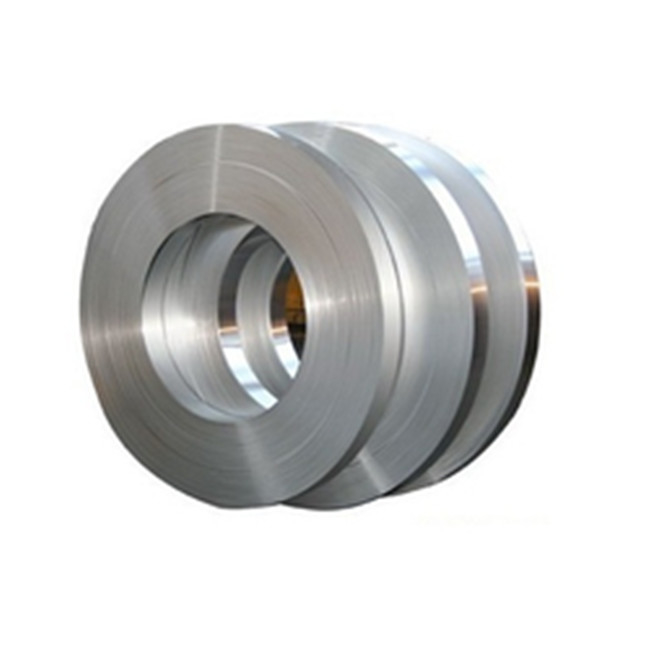
| পৃষ্ঠের অবস্থা: | উজ্জ্বল, ধূসর-নীল, পালিশ, পালিশ এবং রঙ-টেম্পারড | ফর্ম: | ইস্পাত কয়েল রেখাচিত্রমালা |
| লক্ষণীয় করা: | SK6 স্প্রিং স্টিল স্ট্রিপ,SK75 কোল্ড রোলড স্টিলের স্ট্রিপ,উজ্জ্বল স্প্রিং স্টিল স্ট্রিপ |
||
স্প্রিংস, স্পিরাল স্প্রিংস, বুনন সুই, শিং, পরিমাপ টেপ, ওয়াশিং মেশিন, ডট প্রিন্টার, স্পেসার এবং বিভিন্ন প্লেট স্প্রিংস।
কার্বন টুল স্টিলগুলি তাদের কাজযোগ্যতা, কঠোরতা, পণ্যের কার্যকারিতা, সাশ্রয়ী মূল্যের এবং অন্যান্য বৈশিষ্ট্যগুলির কারণে সর্বাধিক ব্যবহৃত ঠান্ডা ঘূর্ণিত বিশেষ স্টিলের স্ট্রিপ।
কার্বন টুল ইস্পাত হার্ড অ্যাপ্লিকেশনগুলি থেকে ব্লেড, কাটিয়া সরঞ্জাম,নিয়মিত স্প্রিং সহ স্থিতিস্থাপকতা এবং অনমনীয়তা প্রয়োজন এমন অ্যাপ্লিকেশনগুলির জন্য নিয়মিত সরঞ্জাম, স্পিরাল স্প্রিংস, বুনন সুই, শিং, পরিমাপ টেপ, এবং washers।
কার্বন টুল স্টিল (SK2, SK4, SK5, SK6, এবং SK7) এবং কার্বন স্টিল (S15C, S45C, S50C, S55C,এবং S60C) বিশেষ ইস্পাত এবং কার্বন ইস্পাত পৃষ্ঠায় রেফারেন্স এবং তুলনা উদ্দেশ্যে প্রদান করা হয়.
বেশিরভাগ এসকে গ্রেডগুলি প্রক্রিয়াজাতকরণের আগে বা পরে তাপ চিকিত্সা করা সাধারণ।
FUSHUN এর SK গ্রেডগুলি তাপ চিকিত্সার পরে সর্বোত্তম পৃষ্ঠের রুক্ষতা তৈরি করতে ডিজাইন করা হয়েছে, যা কালো অক্সাইড চিকিত্সার পরে একটি আদর্শ পণ্য সমাপ্তি সক্ষম করে।
উচ্চ গুণমান এবং নির্ভরযোগ্যতা
Our ability to produce uniform strength and thickness tolerances that are impossible to achieve using regular materials allows us to manufacture products that demonstrate stable strength in spring applications.
এছাড়াও, we can produce excellent fatigue resistance and reliability by adjusting material structure and by creating a high degree of cleanliness via the careful management of manufacturing history and the adjustment of chemical composition.
আমরা ০.০১০ থেকে ০.০৯৯ মিমি পর্যন্ত অতি পাতলা শীট তৈরি করতে পারি।
আমরা 300 কেজি ওজনের স্ট্যান্ডার্ড লট তৈরি করতে পারি এবং পরামর্শের পরে ছোট লটগুলি বিবেচনা করতে পেরে খুশি। (ছোট লটের অর্ডারগুলির জন্য অনুরোধগুলি কেস-বাই-কেস ভিত্তিতে পরিচালিত হবে) ।
আমরা অর্ডার অনুযায়ী পণ্য তৈরি করি, এবং প্রয়োজন অনুযায়ী কঠোরতা সামঞ্জস্য করতে পারি।
রোলিং প্রক্রিয়ায় ব্যবহৃত রোল পরিবর্তন করে, আমরা একটি উজ্জ্বল বা গাঢ় সমাপ্তি প্রদান করতে পারি। যদি প্রয়োজন হয় তবে আমরা একটি চুলের সমাপ্তিও সরবরাহ করতে পারি (আউটসোর্স) ।
| গ্রেড | বেধ (মিমি) | প্রস্থ (মিমি) |
| SK2 (SK120) | 0.০১০ ০২000 | ৩৩০০ |
| SK4 (SK95) | 0.০১০ ০২000 | ৩৩০০ |
| SK5 (SK85) | 0.০১০৩।500 | ৩৩০০ |
| SK6 (SK75) | 0.০১০ ০২000 | ৩৩০০ |
| SK7 (SK65) | 0.০১০১১।600 | ৩৩০০ |
| নামকরণ | আন্তর্জাতিক স্ট্যান্ডার্ড |
মার্কিন যুক্তরাষ্ট্র | যুক্তরাজ্য | জার্মানি | ফ্রান্স | রাশিয়া | চীন | জাপান |
| আইএসও | এআইএসআই এসএই | বিএস | ডিআইএন | এনএফ | জিওটি | জিবি | জেআইএস | |
|
SK2 (SK120) |
TC120 | W1-11অর্ধেক | - | - | C120E3U | y12 | টি১২ |
SK2 (SK120) |
|
SK4 (SK95) |
টিসি৯০ | W1-9 | - | - | C90E2U | y10 | টি১০ |
SK4 (SK95) |
|
এস কে ৫ (SK85) |
টিসি৯০ টিসি৮০ |
W1-8 | - | C80W1 |
C90E2U C80E2U |
y8Γ y9 |
T8Mn T9 |
এস কে ৫ (SK85) |
|
SK6 (SK75) |
টিসি৮০ টিসি৭০ |
ডাব্লু১-৭ | - | C80W1 |
C80E2U C70E2U |
y8 | টি৮ |
SK6 (SK75) |
|
এস কে ৭ (SK65) |
-
|
- | - | C70W2 | C70E2U | y7 | টি৭ |
এস কে ৭ (SK65) |
| প্রকার | নামকরণ | রাসায়নিক গঠন ((%) | |||||||
| সি | হ্যাঁ | এমএন | পি | এস | সিআর | নি | অন্যান্য | ||
|
বিশেষ ইস্পাত JIS G 3311 ৪৪০১
|
SK2 (SK120) |
1.১৫ 1.30 |
0.১০ 0.35 |
0.১০ 0.50 |
₹০।030 | ₹০।030 | ₹০।30 | ₹০।25 |
সিউ ০।25
|
|
SK4 (SK95) |
0.90 ¢ 1.00 |
0.১০ 0.35 |
0.১০ 0.50 |
₹০।030 | ₹০।030 | ₹০।30 | ₹০।25 | ||
|
এস কে ৫ (SK85) |
0.৮০ 0.90 |
0.১০ 0.35 |
0.১০ 0.50 |
₹০।030 | ₹০।030 | ₹০।30 | ₹০।25 | ||
|
SK6 (SK75) |
0.৭০ 0.80 |
0.১০ 0.35 |
0.১০ 0.50 |
₹০।030 | ₹০।030 | ₹০।30 | ₹০।25 | ||
|
এস কে ৭ (SK65) |
0.৬০ 0.70 |
0.১০ 0.35 |
0.১০ 0.50 |
₹০।030 | ₹০।030 | ₹০।30 | ₹০।25 | ||
| গ্রেড |
ঘনত্ব জি/সেমি3 |
নির্দিষ্ট তাপ J (kg·K) |
তাপীয় প্রসারণ সহগ (০°সি ০১০০°সি) ১০-৬/ কে |
তাপ পরিবাহিতা W/(m·K) |
বিদ্যুৎ প্রতিরোধ μΩ·cm |
ইয়ং এর মডুলাস N/mm2 |
| বিশেষ ইস্পাত | 7.84 | 490 | 11.0 | 50.2 | 18 | 208000 |
1. কঠোরতা / টান শক্তি
কোল্ড-ওল্ড স্পেশাল স্টিলগুলি সাধারণত ওল্ড (একটি ওল্ড ফিনিস সহ) হিসাবে সরবরাহ করা হয়,কিন্তু আমরা সব থেকে নরম অ্যানিয়েলড ফিনিস থেকে শুরু করে সব থেকে কঠিন সম্পূর্ণ শক্ত ফিনিস পর্যন্ত পণ্য সরবরাহ করতে পারি।এটি আপনাকে আপনার প্রয়োজনীয়তা এবং অ্যাপ্লিকেশনের জন্য সবচেয়ে উপযুক্ত সমাপ্তি নির্বাচন করতে দেয়।
| গ্রেড | সমাপ্তির অবস্থা | কঠোরতা পরীক্ষা | টান পরীক্ষা | |
| HV | টান শক্তি N/mm2 | প্রসারিত % | ||
|
এস কে-২ (SK120) |
অ্যানিলড | 170 ₹210 | ৫২০ ₹৬৮৫ | ২০ ০৩২ |
| ত্বক পেরিয়ে গেছে | ১৯০ ₹২৩০ | ৫৭০ ₹৭১৫ | ১০২৮ | |
| রোলড | ২৫০ ₹২৯০ | ৭৩৫ ₹৯৮০ | ২.১৫ | |
| সম্পূর্ণ শক্ত | ২৮০৩২০ | ৮৩৫ ₹১০৮০ | ১ ¢ ৩ | |
|
SK4 (SK95) |
অ্যানিলড | ১৬০ ₹২০০ | ৪৯০ ₹৬৪৫ | ২৪ ০৩৫ |
| ত্বক পেরিয়ে গেছে | 175 ₹215 | ৫৪০৬৯৫ | ১২ ¢ ৩২ | |
| রোলড | ২৪৫ ₹২৮৫ | ৭২৫ ₹৯৭০ | ২.১৫ | |
| সম্পূর্ণ শক্ত | ২৭০ ৩১০ | ৮২৫-১০৪০ | ১ ¢ ৪ | |
|
এস কে ৫ (SK85) |
অ্যানিলড | ১৫০ ₹ ১৯০ | ৪৬০ ₹৬২৫ | ২৬ ০৩৭ |
| ত্বক পেরিয়ে গেছে | 170 ₹210 | ৫১০৬৮৫ | ১৫৩৫ | |
| রোলড | 240 ₹280 | ৭২৫ ₹৯৩০ | ৩১৬ | |
| সম্পূর্ণ শক্ত | ২৬০-৩০০ | ৮০৫ ₹১০০০ | ১ ¢ ৫ | |
|
SK6 (SK75) |
অ্যানিলড | ১৪৫ ₹১৮৫ | ৪৪০৬১৫ | ২৭৩৮ |
| ত্বক পেরিয়ে গেছে | ১৬০ ₹২০০ | ৪৯০ ₹৬৬৫ | ১৫৩৫ | |
| রোলড | ২৩৫-২৭৫ | ৭১৫ ₹৯২০ | ৩১৬ | |
| সম্পূর্ণ শক্ত | ২৫৫ ₹২৯৫ | ৭৯৫ ₹৯৯০ | ১ ¢ ৫ | |
|
এস কে ৭ (SK65) |
অ্যানিলড | ১৪০-১৮০ | ৪১০ ₹৬১০ | ২৮ ০৩৯ |
| ত্বক পেরিয়ে গেছে | ১৫৫ ₹ ১৯৫ | ৪৬০৬৫৫ | ১৬৩৬ | |
| রোলড | ২৩০ ২৭০ | ৭০৫ ₹৯০০ | ৩১৭ | |
| সম্পূর্ণ শক্ত | ২৫০ ₹২৯০ | ৭৭৫ ₹৯৭০ | ১ ¢ ৫ | |
| সম্পূর্ণ শক্ত | 200 ¢ 240 | ৬৫৫৭৩৫ | ১ ¢ ৮ | |
ফিনিস সংজ্ঞা এবং ফিনিস চার্ট
FUSHUN নিম্নলিখিত সমাপ্তি সংজ্ঞা ব্যবহার করেঃ
| সমাপ্তির অবস্থা | ফিনিস রোলিং হ্রাস |
| অ্যানিলড | (অ্যানিলাইজড) |
| ত্বক প্যাসেজ (হালকাভাবে ঘূর্ণিত) | ৫% পর্যন্ত |
| রোলড | ১৫% ৪০% |
| সম্পূর্ণ শক্ত | ৩৫% বা তার বেশি |
কঠোরতা চার্ট
| গ্রেড | ফিনিস অবস্থা (এইচভি) | |||
| অ্যানিলড | ত্বক পেরিয়ে গেছে | রোলড | সম্পূর্ণ শক্ত | |
| SK2 (SK120) | 170 ₹210 | ১৯০ ₹২৩০ | ২৫০ ₹২৯০ | ২৮০৩২০ |
| SK4 (SK95) | ১৬০ ₹২০০ | 175 ₹215 | ২৪৫ ₹২৮৫ | ২৭০ ৩১০ |
| SK5 (SK85) | ১৫০ ₹ ১৯০ | 170 ₹210 | 240 ₹280 | ২৬০-৩০০ |
| SK6 (SK75) | ১৪৫ ₹১৮৫ | ১৬০ ₹২০০ | ২৩৫-২৭৫ | ২৫৫ ₹২৯৫ |
| SK7 (SK65) | ১৪০-১৮০ | ১৫৫ ₹ ১৯৫ | ২৩০ ২৭০ | ২৫০ ₹২৯০ |
2. বন্ডেবিলিটি
1যদিও কখনও কখনও বাঁকা পণ্যগুলির জন্য একটি ঘূর্ণিত সমাপ্তি ব্যবহার করা হয়, আমরা সাধারণত এই জাতীয় পণ্যগুলির জন্য একটি অ্যানিলড বা স্কিন-পাস সমাপ্তি ব্যবহার করি।
2স্টিলের স্ট্রিপগুলির সাধারণত দিকনির্দেশক বৈশিষ্ট্য রয়েছে। বিশেষত একটি ঘূর্ণিত সমাপ্তি পণ্যগুলির শক্তিশালী দিকনির্দেশক বৈশিষ্ট্য রয়েছে,এটা ভাল রোলিং দিক সমান্তরাল বাঁক এড়াতেঅতএব, এমন একটি বিন্যাস চিন্তা করা প্রয়োজন যা নিশ্চিত করবে যে বাঁকানো দিকটি রোলিং দিকের সাথে লম্ব বা ক্রস।
3. কাটা, কাটিয়া, বা প্রক্রিয়াকরণের পরে, যদি একটি বাঁক তৈরি করা হয় যাতে বাঁকা অংশের বাইরের পৃষ্ঠের উপর বাঁকা পৃষ্ঠতল থাকে, তাহলে ফাটলগুলি বাঁকা প্রান্ত থেকে ছড়িয়ে পড়তে পারে। অতএব,burred পৃষ্ঠ এমনভাবে স্থাপন করা উচিত যে এটি একটি বিভাগে যে বাঁকা হবে না, অথবা বাঁকানোর আগে বার্স অপসারণ করা উচিত।
4. বাঁকানোর সময়, স্প্রিং ব্যাকটি উপাদানটির প্রক্রিয়াজাতকরণ এবং সমাপ্তির পরিমাণ অনুযায়ী পৃথক হয়। আকৃতি এবং প্রক্রিয়াজাতকরণের পদ্ধতির উপর নির্ভর করে উপযুক্ত সংশোধন করা প্রয়োজন।
5গ্রেড এবং প্রক্রিয়াকরণ অবস্থার উপর নির্ভর করে নমনযোগ্যতা আলাদা, তবে নীচে দেখানো হিসাবে বিভিন্ন সমাপ্তির অবস্থার সাথে উপাদানগুলি প্রক্রিয়া করা সম্ভব।
(এই শর্তগুলি মূলত SK5 বা তার কম গ্রেডের নিম্ন কার্বন ইস্পাত স্ট্রিপগুলির জন্য প্রযোজ্য)
3টানা ক্ষমতা
ছোটখাট অঙ্কন প্রক্রিয়া ব্যতীত, পণ্যটি সাধারণত সমস্ত দিকের জন্য একই অঙ্কনযোগ্যতা থাকতে হবে। এই কারণে, একটি অ্যানিলড বা স্কিন-পাস সমাপ্তি সহ পণ্যগুলি ব্যবহার করা হয়।
যদিও ঠান্ডা ঘূর্ণিত বিশেষ ইস্পাত স্ট্রিপগুলি নরম ইস্পাতগুলির মতো উল্লেখযোগ্য স্ট্রেচার-টেন্সন চিহ্নগুলির জন্য সংবেদনশীল নয়, তবে তাদের একটি কম টানার সীমা রয়েছে। অতএব, গভীর টানার সময়,আমরা মধ্যবর্তী annealing সঞ্চালন, এবং তারপর পণ্য পুনরায় আঁকা।
আমরা একটি সাধারণ সমতল শীট আঁকার জন্য 0.4 এবং পুনরায় আঁকার জন্য 0.6 এর একটি অঙ্কন হার ব্যবহার করি।
অঙ্কন হার = d/D
d = অঙ্কন করা পণ্যের ব্যাসার্ধ, D = অঙ্কন করার আগে বৃত্তাকার প্লেটের ব্যাসার্ধ
রেফারেন্সঃ টেনে নেওয়ার শক্তির আনুমানিক হিসাবের সূত্র
P = ndtσBm
দ্রষ্টব্যঃ t = বেধ, m = সংশোধন ফ্যাক্টর (সাধারণত 0.4 √ 1.0), σB = উপাদানের প্রসার্য শক্তি
তাপ চিকিত্সা
| গ্রেড | গরম করার তাপমাত্রা (°C) |
| SK4 (SK95) | ৭৯০ ০৮৫০ তেল নিষ্কাশন (৭৬০ ০৮২০ জল নিষ্কাশন) |
| SK5 (SK85) | ৭৯০ ০৮৫০ তেল নিষ্কাশন (৭৬০ ০৮২০ জল নিষ্কাশন) |
| SK6 (SK75) | ৭৯০ ০৮৫০ তেল নিষ্কাশন (৭৬০ ০৮২০ জল নিষ্কাশন) |
| SK7 (SK65) | ৭৯০ ০৮৫০ তেল নিষ্কাশন (৭৬০ ০৮২০ জল নিষ্কাশন) |
| এস কে এস ৫১ | ৭৯০ ০৮৫০ তেল নিষ্কাশন (৭৬০ ০৮২০ জল নিষ্কাশন) |
1. তাপ চিকিত্সা ওভারভিউ
প্রায় সব ঠান্ডা ঘূর্ণিত বিশেষ ইস্পাত স্ট্রিপ প্রয়োগের উপর নির্ভর করে উপযুক্তভাবে quenched এবং tempered হয়।
এই তাপ চিকিত্সা প্রক্রিয়াগুলি সম্পাদন করার সময় সর্বাধিক গুরুত্বপূর্ণ বিবেচনাগুলি হ'লঃ
(১) উপযুক্ত শর্তে পণ্যটি সমানভাবে গরম এবং ঠান্ডা করা,
(২) যতটা সম্ভব ডিকার্বারাইজেশন, স্কেলিং এবং উচ্চ তাপমাত্রা ক্ষয় রোধ করা, এবং
(৩) এমন একটি quenching পদ্ধতি বেছে নেওয়ার জন্য যা quenching deformation কমিয়ে দেবে।
2. চুলা এবং উপাদান তাপমাত্রা
তাপ চিকিত্সা করার সময়, তাপ চিকিত্সা চুলা তাপমাত্রা পরিমাপ করা হয় এবং তাপমাত্রা হিসাবে ব্যবহৃত হয় যা উপাদান গরম করা হয়।কখনও কখনও উপাদানটির প্রকৃত তাপমাত্রা এবং পরিমাপ করা চুলার তাপমাত্রার মধ্যে একটি বড় পার্থক্য বা বৈচিত্র্য থাকতে পারেতাই তাপমাত্রার বৈশিষ্ট্যগুলি পুঙ্খানুপুঙ্খভাবে তদন্ত করা এবং তাপমাত্রা নিয়ন্ত্রণ করা এবং তাপ চিকিত্সা প্রক্রিয়াটি সংশোধন করা প্রয়োজন।
3প্রাক চিকিত্সা এবং বায়ুমণ্ডল
ঠান্ডা ঘূর্ণিত বিশেষ ইস্পাত স্ট্রিপগুলি চিকিত্সা করার সময়, কার্বন সামগ্রী যত বেশি হবে, ততই সহজেই কার্বনসঞ্চয় ঘটে।উচ্চ তাপমাত্রার গরম করার প্রক্রিয়া যেমন ম্লান করার ক্ষেত্রে এই ঝুঁকি আরও বেশি হয়যদি উপাদানটি ময়লা বা বিদেশী পদার্থের সাথে দূষিত হয় তবে উচ্চ তাপমাত্রায় ক্ষয় ঘটতে পারে।অতএব, তাপ চিকিত্সার আগে উপাদান পৃষ্ঠতল পরিষ্কার করে এবং চুলা বায়ুমণ্ডল সামঞ্জস্য করা প্রয়োজনRX গ্যাসটি quenching এর সময় একটি স্ট্যান্ডার্ড চুলা বায়ুমণ্ডল হিসাবে ব্যবহৃত হয়, NX গ্যাসটি tempering এর সময়, কিন্তু N2, H2, AX গ্যাস এবং অন্যান্যগুলিও ব্যবহৃত হয়।
কিছু ক্ষেত্রে, নিরপেক্ষ লবণ স্নান চুলা, ধাতব স্নান চুলা, চুলা টিউব, কেস এবং অন্যান্য সরঞ্জাম ব্যবহার করা হয় যাতে উপাদানটি বায়ুর সাথে সরাসরি যোগাযোগ না করে।
4. নিভে যাওয়া
বেশিরভাগ ক্ষেত্রে, উপরের টেবিলে গরম করার তাপমাত্রার পরিসরের মধ্যপথে একটি মান গরম করার তাপমাত্রা হিসাবে ব্যবহৃত হয়।এই তাপমাত্রা উপাদান গ্রেড উপর নির্ভর করে কয়েক দশ সেকেন্ড থেকে কয়েক মিনিট থেকে যে কোন জায়গায় ধরে রাখা হয়, মাত্রা, আকৃতি, প্রয়োজনীয় বৈশিষ্ট্য এবং quenching পদ্ধতি। quenching অবস্থার পণ্যের বৈশিষ্ট্য উপর একটি উল্লেখযোগ্য প্রভাব আছে।যদি গরম করার তাপমাত্রা খুব বেশি হয় বা খুব বেশি সময় ধরে বজায় থাকেঅন্যদিকে, যদি গরম করার তাপমাত্রা খুব কম হয় বা দীর্ঘ সময় ধরে বজায় রাখা না হয়, তবে গরম করার সময় গরম করার সময় গরম করার সময় গরম করা হয়।পণ্যটি শক্ত হয় না এবং নরম দাগ দেখা দিতে পারেতাই উপযুক্ত নিষ্পেষণ শর্ত নির্বাচন করা গুরুত্বপূর্ণ।
সাধারণত তেল বা জল ব্যবহার করা হয় উপাদানগুলিকে শীতল করতে। জল-নিস্তেজ পণ্যগুলি তেল-নিস্তেজ পণ্যগুলির তুলনায় ভাল শক্ত হয়,কিন্তু সমস্যা যেমন quenching বিকৃতি এবং ফাটল যেমন আরো সংবেদনশীলএই কারণে, কিছু বিশেষ ক্ষেত্রে ব্যতীত, তেল quenching ঠান্ডা ঘূর্ণিত বিশেষ ইস্পাত স্ট্রিপ জন্য ব্যবহার করা হয়।
গরম করার বিকৃতি এড়ানোর জন্য, তেলের তাপমাত্রা বৃদ্ধি করা হয় এবং মার্টেম্পারিং করা হয়। বিশেষ ক্ষেত্রে, গরম করা একটি লবণ বাথ বা ধাতব বাথ (austempering) মধ্যে সঞ্চালিত হয়।রিবন আকৃতি বা সহজ আকৃতির জন্য, স্টুল quenching, প্রেস quenching, এবং অন্যান্য পদ্ধতি ব্যবহার করা হয়।
5. টেম্পারিং
তাদের কঠোরতা সত্ত্বেও, quenched উপকরণগুলির কঠোরতা নেই এবং ভঙ্গুর। কঠোরতা এবং শক্তির সাথে উপকরণগুলি শেষ করার জন্য, তাদের অবশ্যই কঠোর হতে হবে।পরীক্ষার ফলাফল বিবেচনা করে প্রতিটি উপাদানের প্রয়োজনীয় বৈশিষ্ট্যগুলির উপর নির্ভর করে উত্তাপের শর্তগুলি নির্ধারণ করা হয়, স্টিল গ্রেডের quenching এবং tempering বৈশিষ্ট্য, এবং অন্যান্য কারণ।দীর্ঘ টেম্পারিং সময় নির্দিষ্ট ক্ষেত্রে ব্যবহৃত হয় (বিশেষত যখন কঠোরতা প্রয়োজন হয়) কারণ ব্যবহৃত উপাদান পরিমাণ ছোট এবং টেম্পারিং কাজ প্রায়শই একের পর এক পরিচালিত হয়যাইহোক, মনে হয় বেশিরভাগ নির্মাতারা প্রায়শই কয়েক মিনিটের কম টেম্পারিং সময় ব্যবহার করেন। উপরন্তু, ধারাবাহিক টেম্পারিং প্রক্রিয়ার প্রকৃতির কারণে,যদি সময় সংক্ষিপ্ত হয় তবে তাপমাত্রা কিছুটা বেশি সেট করা হয় এবং পণ্যগুলি বারবার টেম্পারেট করা হয়যাইহোক, একটি সাধারণ নিয়ম হিসাবে, দীর্ঘ সময়ের জন্য কম তাপমাত্রায় টেম্পারেটেড উপকরণগুলি উচ্চ তাপমাত্রায় টেম্পারেটেডগুলির তুলনায় বেশি শক্ত।তাই টেম্পারিং চুলা সংক্ষিপ্ত করা এড়ানোর জন্য যত্ন নেওয়া হয়তেল, ধাতু বা লবণের স্নান ব্যবহার করে টেম্পারিং করার জন্য খোলা বায়ু টেম্পারিংয়ের তুলনায় সময় কমিয়ে আনা সম্ভব।
সাধারণ ইস্পাত শ্রেণীর জন্য quenching এবং tempering বৈশিষ্ট্য নীচের গ্রাফগুলিতে দেখানো হয়েছে।
6. অ্যানিলিং
উপকরণগুলি তাদের নরম করতে বা বিকৃতি অপসারণের জন্য অ্যানিল করা হয়। এই ধরনের অ্যাপ্লিকেশনগুলিতে উপযুক্ত অ্যানিলিং তাপমাত্রা 600oC~700oC। যদি তাপমাত্রা খুব বেশি হয়,কাঠামো পরিবর্তন করা যেতে পারে এবং decarburization বা স্কেলিং ঘটতে পারে, তাই এটি সাধারণত নিম্ন দিকে একটি তাপমাত্রা নির্বাচন করা পছন্দসই। 600 °C ¢ 700 °C তাপমাত্রা কয়েক মিনিট থেকে 30 মিনিটের জন্য কোথাও বজায় রাখা হয়,তারপর ধীরে ধীরে প্রায় ২০০ ডিগ্রি সেলসিয়াসে ঠান্ডা করা হয়তাপমাত্রা ২০০ ডিগ্রি সেলসিয়াস বা তার নিচে থাকলে এটি স্বাভাবিকভাবেই শীতল হতে দেওয়া যেতে পারে।
ব্যক্তি যোগাযোগ: Ms. Florence Tang
ফ্যাক্স: 86-731-89853933